Comment équilibrer une queue pointue et une vitesse de frappe ?
Matériel: SS304 + SCM435
Traitement de surface : Ruspert
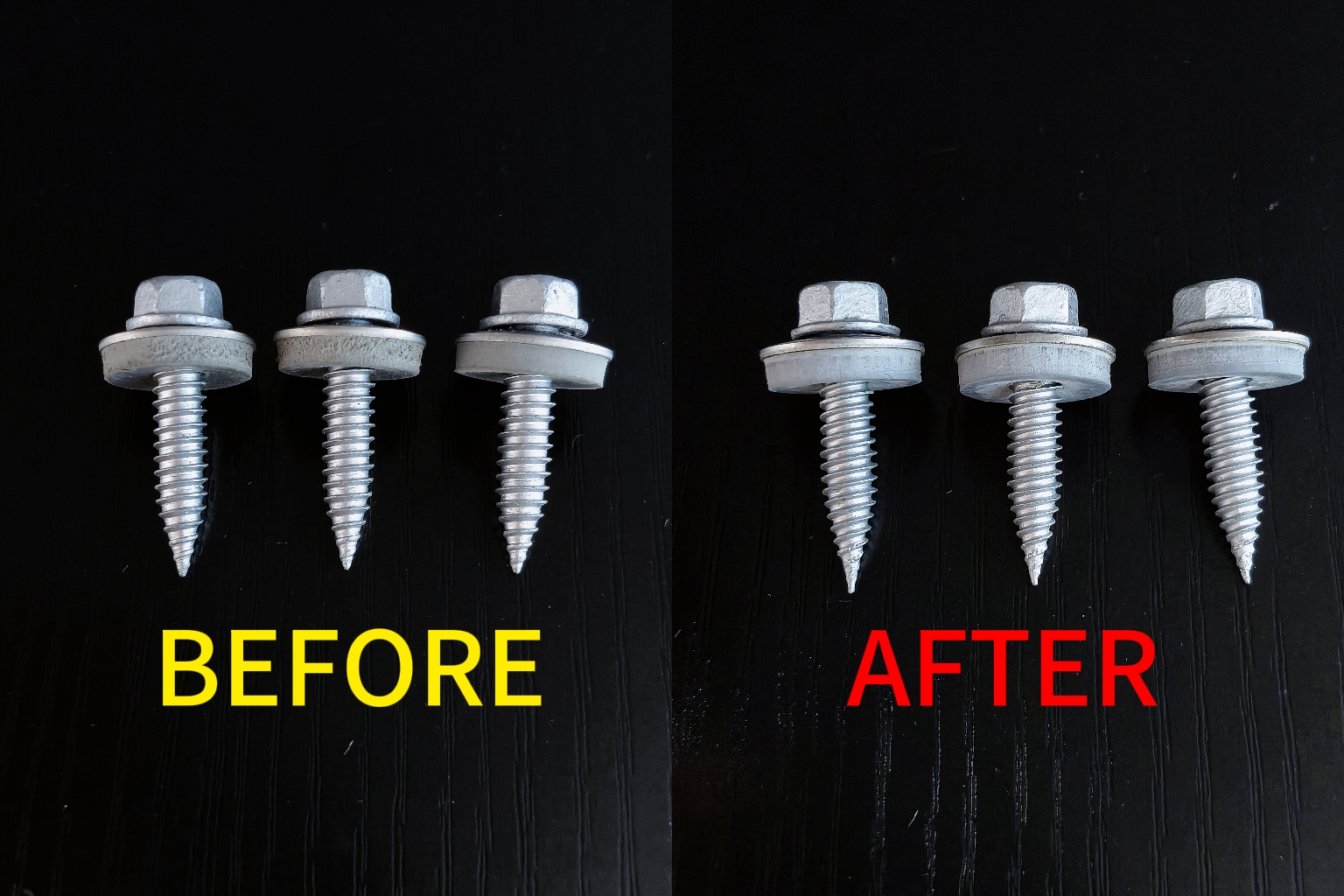
Dans la production en série de vis à métaux BI, trouver un équilibre entre la netteté de la queue, la vitesse de taraudage et la cohérence de la formation du filetage a toujours été un défi.Plus l'angle de la queue est petit, meilleur est le positionnement initial et plus la force de pénétration est forte ; cependant, plus le matériau à l'extrémité arrière est fin, plus il est sujet à l'instabilité et à l'échec de la formation de filets pendant le roulage du filet.Une queue plus émoussée assure une vitesse de filetage stable et une formation complète du filetage, mais entraîne un mauvais positionnement et une faible force de pénétration, ce qui la rend susceptible de glisser et de ne pas pénétrer dans les plaques épaisses.
L’angle de queue du premier lot d’échantillons que nous avons fourni au client était trop brutal et ne répondait pas aux exigences de pénétration pour une utilisation pratique. Après une deuxième série d'ajustements, la queue a atteint un état idéal, mais la formation du filetage a échoué, affectant gravement la vitesse de taraudage.


En raison de la structure à double filetage, les exigences en matière de précision du moule, de processus d'usinage et de stabilité du traitement thermique sont encore plus élevées. Par conséquent, nous avons sélectionné des moules découpés au fil CNC de plus haute précision en provenance de Taïwan et optimisé simultanément les paramètres de traitement thermique et les processus de revêtement de surface, résolvant ainsi le problème sans effort.
Pas de compromis, pas de raccourcis—Jiaxing Aoképrêtez attention à chaque détail afin que nos clients puissent utiliser nos produits en toute confiance.